


 English
English 简体中文
简体中文
Why Equipment Selection Is a Strategic Decision, Not Just a Purchasing Task
Most factories approach heavy transport equipment selection the way they approach any capital purchase: identify the load requirement, get three quotes, pick the middle price. This process reliably produces adequate equipment at adequate cost—but it systematically misses the factors that determine whether that equipment is still the right choice five years later, when production volumes have shifted, product lines have changed, and the original selection criteria no longer apply.
Selecting heavy duty transport equipment correctly requires understanding not just what the equipment must move today, but what operational flexibility is worth over a 10–15 year service life. The difference between a well-selected and a poorly-selected transport system often exceeds the original purchase price differential in maintenance, modification, and downtime costs within the first three years of operation.
1. Define the Actual Requirement, Not the Nominal Requirement
The stated requirement—"we need to move 20-ton coils"—hides several decisions that determine whether the selected equipment actually solves the problem. The actual requirement includes: the dimensional envelope of every load the cart will ever carry (including outliers), the maximum gross weight including fixtures and slings, the environmental conditions at every point along the route, the criticality of the load to downstream production (what happens if transport is delayed?), and the cycle time required to support the production rate.
A common selection error is specifying equipment to match the average load rather than the maximum. Equipment rated at 25 tons for an application where loads range from 5 to 22 tons may seem to have comfortable margin—but that margin disappears when a new product variant arrives at 24 tons, or when the load cell calibration drift adds 5% to reported weights. Select equipment with rated capacity at least 25% above your confirmed maximum gross load.
2. Floor and Infrastructure Compatibility
Heavy transport equipment imposes specific demands on the building that houses it. These demands are frequently discovered after installation rather than before, producing costly remediation or operational restrictions.
Floor Loading
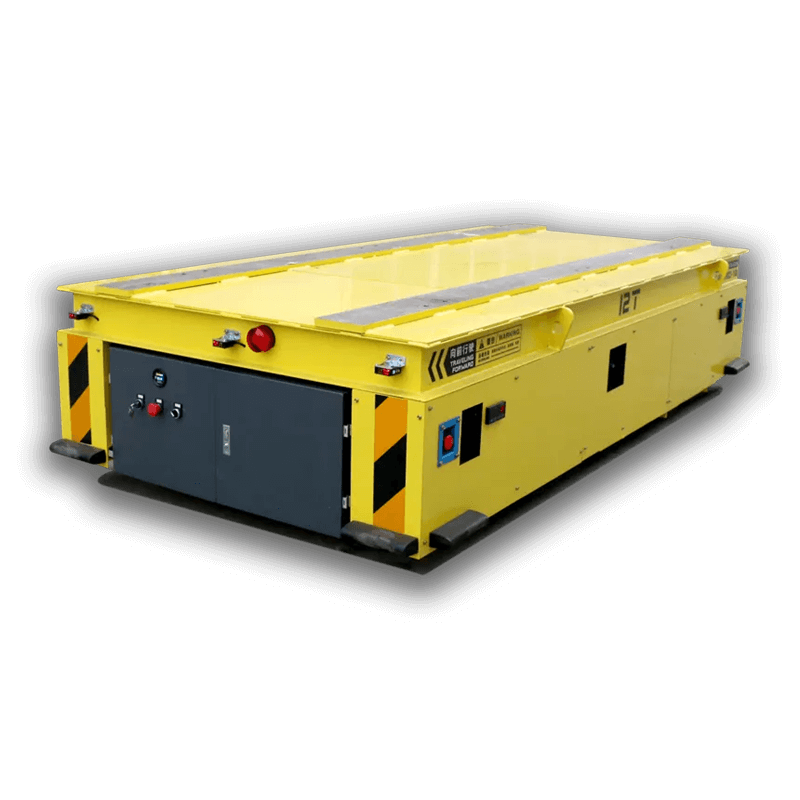
The combined weight of the loaded cart and the equipment itself creates a dynamic floor load that must be compared against the floor's rated capacity. A 15-ton capacity cart weighing 6 tons empty, carrying a 12-ton load, produces a combined weight of 18 tons distributed across its wheel contact patches. For an 8-wheel cart with 150mm × 150mm polyurethane wheels, the contact area is approximately 1,800 cm², producing a contact pressure of 10 kg/cm². This is within limits for standard 150mm industrial concrete—but 200mm steel tandem wheels on the same load produce contact pressures of 25–35 kg/cm², potentially exceeding the floor's dynamic load rating and requiring floor reinforcement or alternative equipment.
Travel Path Surface
The floor surface condition along the travel path determines whether wheels need polyurethane tires (quiet, floor-protective, limited to smooth surfaces), steel tires (durable on rough surfaces, noisy, potential floor damage), or pneumatic tires (good vibration dampening, limited load capacity). A path that includes expansion joints, rough concrete patches, or wet processing areas may eliminate certain wheel options entirely.
3. Drive System Selection: Motor Power and Control
Motor Power Calculation
The motor power required for an electric transfer cart is not simply proportional to load weight. The primary power demand is acceleration—the motor must overcome inertia to start the load moving, and this demand scales with the desired acceleration rate. A cart that must reach full speed in 3 seconds requires approximately 4× the motor power of a cart that reaches the same speed in 10 seconds.
Motor power (kW) = (total mass × acceleration rate + rolling resistance force) × travel speed / motor efficiency. For a 20-ton cart on flat concrete with a 0.3% rolling resistance coefficient, accelerating at 0.1 m/s² to 0.5 m/s: approximately 4–6 kW per drive wheel if using dual drive configuration.
Control Options
Transfer carts are controlled through: radio remote (operator walks alongside with a handheld transmitter), pendant control (operator follows with a wired controller), PLC integration (automated operation on programmed routes), and GPS or vision-based navigation (fully autonomous, requiring significant infrastructure investment). Most industrial applications use radio remote for flexibility or pendant control for simplicity. PLC integration and autonomous navigation are appropriate for high-frequency fixed-route shuttle applications where labor cost justifies the additional control complexity.
4. Safety Systems and Compliance
Heavy transport equipment operates in environments where the consequences of equipment failure are significant. A 20-ton cart that loses braking capability in a production area creates a serious safety incident regardless of the cause. Safety system evaluation should include: braking system redundancy (spring-applied fail-safe brakes are standard; verify engagement on power loss), emergency stop coverage (e-stop button accessible from all operator positions including the load side), obstacle detection (forward-facing sensors that reduce speed or stop before collision), and audible warnings (motion alarms, directional chimes, and horn appropriate to the environment).
In regions with OSHA or ISO material handling standards compliance requirements, verify that the equipment manufacturer can provide documentation of CE, UL, or equivalent certification. Equipment purchased from manufacturers without third-party safety certification may require additional safety assessment and documentation at installation, adding cost and timeline to the project.
5. Supplier Evaluation: Beyond the Quotation
The supplier relationship matters as much as the equipment specification. A well-specified cart from a supplier with limited service capability will spend more time out of service than a adequately-specified cart from a supplier with strong regional support.
What to Evaluate
Request the supplier's typical mean time between failures (MTBF) for the equipment being quoted, verify the location and response time of their nearest service engineer, and ask for 3–5 reference customers in similar industries and applications. Request the full spare parts catalog and pricing for the first 3 years of operation—equipment that appears inexpensive to purchase often carries premium spare parts pricing. Evaluate the supplier's engineering capability: can they provide custom configurations, modified controls, or integration support if your application requires non-standard solutions?
6. Total Cost of Ownership: The Number That Actually Matters
Purchase price typically represents 30–40% of the total cost of owning and operating heavy transport equipment over its service life. The remaining 60–70% is: maintenance labor and parts (typically $2,000–$6,000 per year for a 10–20 ton cart), battery replacement (for battery-powered units, $3,000–$10,000 every 5–8 years), operator time (if the cart requires dedicated operators), and downtime cost (production impact when the cart is unavailable).
A cart that costs 20% more to purchase but has a documented 40% lower maintenance cost and a 30% longer service life will save significantly more than the purchase price premium over 10 years. Request total cost of ownership calculations from suppliers using your specific duty cycle, operating hours, and labor rates—the supplier's standard "typical application" TCO calculation is a starting point, but your actual numbers will differ.
A Practical Evaluation Sequence
Define the requirement completely before requesting quotes. Specify maximum load, travel path, environmental conditions, control preference, and any integration requirements in the request for quotation. Evaluate at least three suppliers against the same specification. Visit at least one reference installation for each finalist—ideally one that has operated for over 3 years. Negotiate not just on price but on service contracts, spare parts pricing, and response time commitments. Build the total cost of ownership into the decision matrix, not just the purchase price.
The equipment selected through this process will serve the facility well for 10–15 years. The equipment selected through a price-focused process will generate problems for just as long.