


 English
English 简体中文
简体中文
The Challenge of Coil Transport
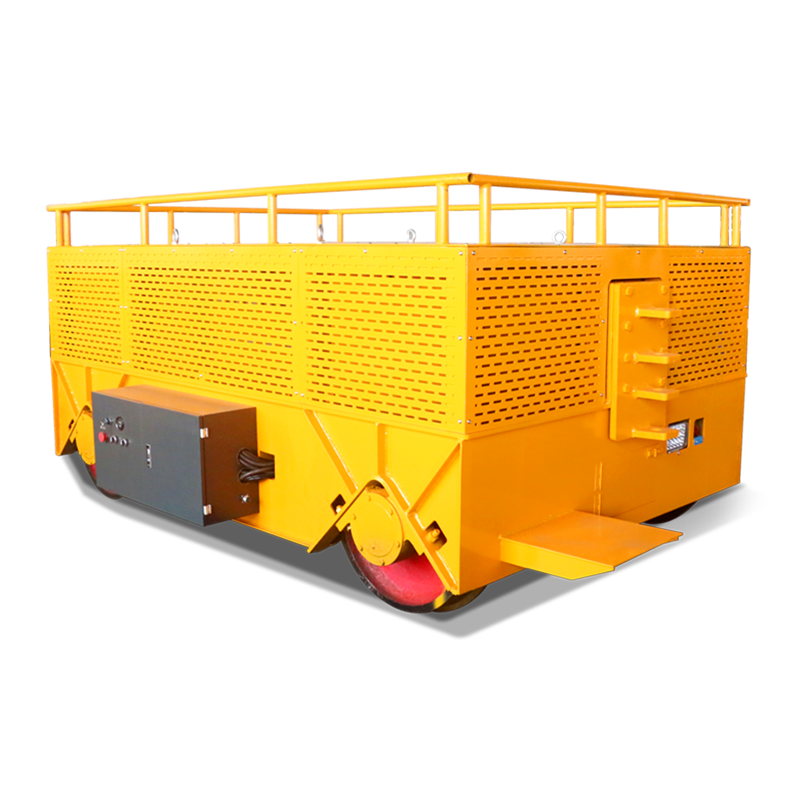
Steel and aluminum coils are among the most challenging materials to transport in manufacturing facilities. Their cylindrical shape, high weight, and tendency to roll create handling hazards that require specialized equipment and procedures. A typical steel coil weighs between 5 and 30 tons, with diameters ranging from 1 to 2 meters and widths up to 2 meters. When placed on a flat surface, a coil will roll unless restrained. When lifted with improper equipment, a coil can slip, causing catastrophic damage and serious injury. The transport of coils through a manufacturing facility—from receiving, through processing, to shipping—requires equipment that is specifically designed for coil handling and operators who are trained in the unique hazards of coil transport. Electric flatbed carts, when properly configured for coil transport, provide a safe and efficient solution for this challenging application.
Coil-Specific Cart Design: Features for Safe Handling
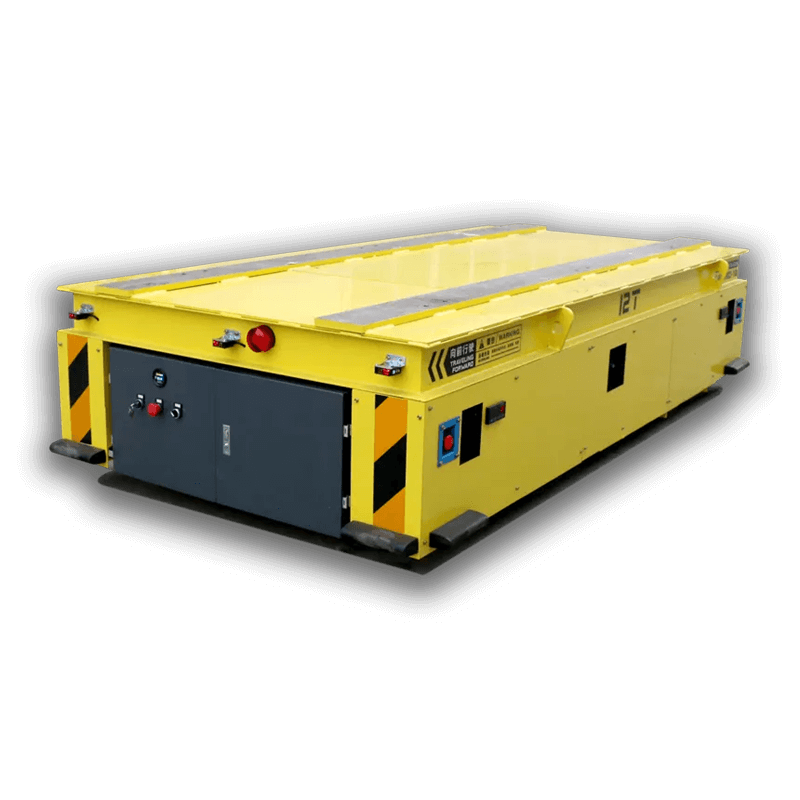
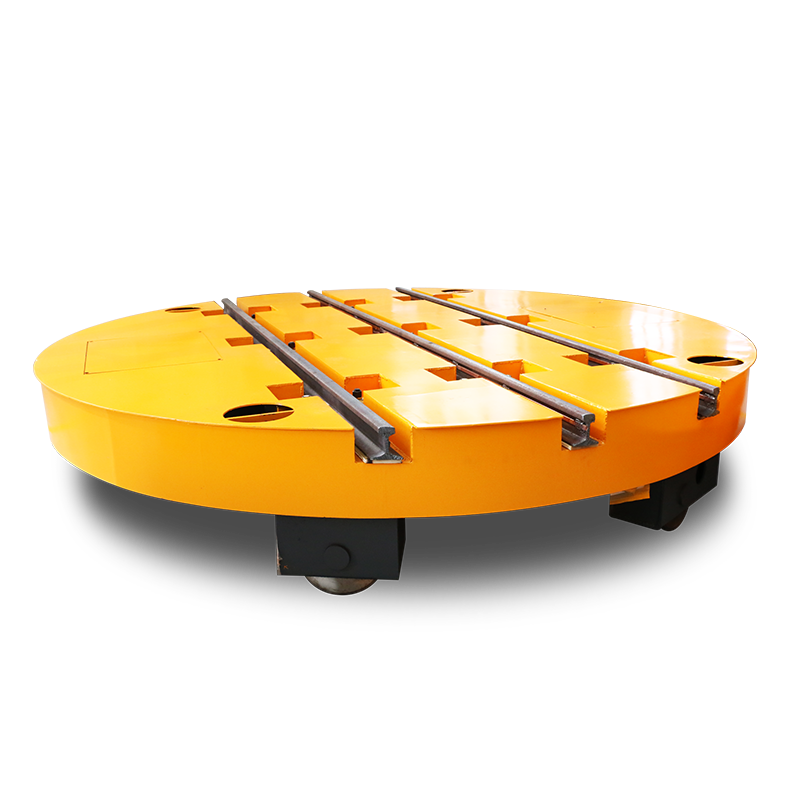
Electric flatbed carts for coil transport are not standard flatbed carts with coils placed on the deck. They are specialized vehicles with design features that address the unique requirements of coil handling. The most important of these features is the cradle or saddle—a curved support structure that matches the coil's diameter and prevents rolling. The cradle is typically lined with rubber or polyurethane to prevent damage to the coil surface and to increase friction. For facilities that handle coils of different diameters, adjustable cradles or interchangeable saddle inserts enable the same cart to handle a range of coil sizes. The cradle height is designed to provide adequate ground clearance while keeping the coil's center of gravity as low as possible for transport stability.
Other coil-specific design features include: deck reinforcement—coils concentrate their weight on a small contact area, requiring deck reinforcement to prevent deformation; load securing systems—straps, chains, or hydraulic clamps that secure the coil to the cradle during transport; and edge protection—guards that prevent coil damage from contact with walls, door frames, or other obstacles. The cart's load capacity must be matched to the maximum coil weight, with appropriate safety margins for dynamic loads during acceleration, deceleration, and turning. A cart that is adequate for static coil weight may be inadequate for the dynamic loads of transport, and the capacity specification should account for these dynamic factors.
Load Securing: Preventing Coil Movement During Transport
The securing of coils during transport is critical to safety. An unsecured coil can roll off the cart during acceleration, deceleration, or turning, creating a hazard that can cause serious injury and significant property damage. Coil securing systems for electric flatbed carts include: chains with tensioners—heavy-duty chains that wrap around the coil and are tensioned with ratchet binders or hydraulic tensioners; straps with winches—synthetic straps that provide secure restraint without damaging the coil surface; and hydraulic clamps—powered clamps that grip the coil and hold it firmly in the cradle. The selection of securing system depends on the coil weight, the coil surface finish, and the facility's safety requirements.
The securing system must be used correctly to be effective. Chains and straps must be positioned to prevent both longitudinal and lateral movement. Tension must be adequate to prevent movement under maximum dynamic load but not so high as to damage the coil. And the securing system must be inspected before each use to ensure that it is in good condition and properly attached. The operator training for coil transport must include training on the proper use of the securing system, with practical demonstrations and assessments that verify competence. A securing system that is not used correctly is not a safety system; it is a false sense of security.
Route Planning: Navigating With Oversize Loads
Coil transport routes must be planned with the oversize nature of the load in mind. A coil on a transport cart occupies more width and height than the cart itself, and the route must provide adequate clearances at all points. Route planning for coil transport should address: width clearances—the minimum aisle width required for the cart and coil to pass, including allowances for maneuvering at turns; height clearances—the minimum overhead clearance required for the coil height plus the cart deck height plus any securing equipment that extends above the coil; floor load capacity—the ability of the floor to support the concentrated load of the cart and coil, particularly at transition points such as floor joints or expansion joints; and grade limitations—the maximum grade that the cart can negotiate with the coil load, considering both uphill traction and downhill braking.
The route should be surveyed and documented before coil transport operations begin, with clearance measurements at all critical points. The survey should identify any hazards—low clearances, narrow passages, uneven surfaces, or high-traffic areas—that require special precautions. And the route should be marked with floor markings, signs, or barriers that guide operators and warn other personnel of the coil transport operation. A well-planned route prevents the delays, damage, and accidents that result from encountering unexpected clearances or hazards during transport.
Operational Safety: Protecting Personnel and Equipment
Coil transport operations require safety procedures that go beyond the standard procedures for electric cart operation. These procedures address the specific hazards of coil handling: the risk of coil roll, the risk of coil slip, and the risk of collision with the oversize load. Safety procedures for coil transport should include: pedestrian exclusion—keeping personnel out of the transport route during coil movement, either through physical barriers or through traffic control procedures; spotter requirements—using a spotter to guide the operator when visibility is limited or clearances are tight; speed restrictions—limiting transport speed to reduce the risk of coil movement and to provide adequate reaction time for the operator; and emergency procedures—defining the response to coil movement, securing system failure, or other emergencies during transport.
The safety culture for coil transport must recognize that coils are unforgiving loads. A mistake with a coil—a moment of inattention, a miscalculation of clearance, a failure to secure—can have consequences that are far more severe than the same mistake with a standard pallet load. This recognition should inform the design of the transport system, the training of the operators, and the enforcement of safety procedures. Facilities that treat coil transport with the respect it deserves have fewer accidents and more efficient operations than facilities that treat coils like any other load.
Integration With Processing Equipment: The Complete Coil Handling System
Electric flatbed carts for coil transport are typically one component of a complete coil handling system that includes receiving equipment, storage systems, processing equipment, and shipping equipment. The integration of the cart with these other components is essential for efficient coil flow. The cart must be able to receive coils from the receiving equipment—cranes, forklifts, or conveyors—at the correct height and orientation. It must be able to deliver coils to processing equipment—uncoilers, levelers, or shears—with the precision required for automated loading. And it must be able to receive processed coils from processing equipment and deliver them to shipping or storage.
This integration requires coordination of equipment specifications, interface designs, and operational procedures. The cart deck height must match the loading height of the processing equipment. The coil orientation on the cart must match the orientation required by the processing equipment. And the delivery timing must be synchronized with the processing schedule to minimize waiting time and maximize equipment utilization. A coil handling system that is well-integrated produces smooth material flow, high equipment utilization, and low work-in-process inventory. A system that is poorly integrated creates bottlenecks, delays, and inefficiencies that reduce the overall productivity of the facility.