


 English
English 简体中文
简体中文
Why Chemical Plants Need Specialized Electric Carts
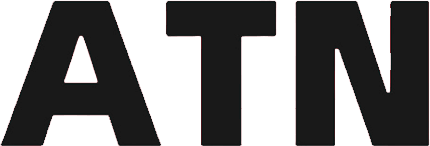
Chemical plants operate in some of the most demanding environments in industry. Corrosive substances, explosive atmospheres, and strict safety regulations make material transport a constant challenge. Standard industrial carts often fail here — they rust, spark, or simply don't meet regulatory requirements.
That's where specialized electric carts come in. These aren't off-the-shelf solutions with a coat of paint. They're engineered from the ground up for chemical industry conditions, with materials and designs that handle aggressive environments while keeping operators safe.
The Real Challenges in Chemical Plant Transport
Corrosion Is a Bigger Problem Than Most Realize
Acids, alkalis, and solvents don't just damage equipment — they create unexpected failure points. A standard steel cart might look fine on the surface while corroding internally at critical joints. I've seen maintenance teams replace carts every 18 months in aggressive chemical environments because standard designs simply can't hold up.
Specialized electric carts for chemical plants use 304 or 316 stainless steel frames, polypropylene or PTFE coatings, and sealed bearing assemblies. These materials cost more upfront but typically last 5–7 years even in harsh conditions. The math is straightforward: less downtime, fewer replacements, lower total cost.
Explosion-Proof Requirements Aren't Optional
Many chemical plants have ATEX or IECEx zones where standard electrical equipment is prohibited. Electric carts operating in these areas need explosion-proof motors, sealed battery compartments, and intrinsically safe control systems.
The certification process is rigorous. Equipment must be tested and certified for specific gas groups and temperature classes. A cart rated for Zone 1 (gas present during normal operation) costs significantly more than one for Zone 2 (gas present only during abnormal conditions), but using the wrong rating isn't just a compliance issue — it's a safety liability.
Floor Conditions and Chemical Spills
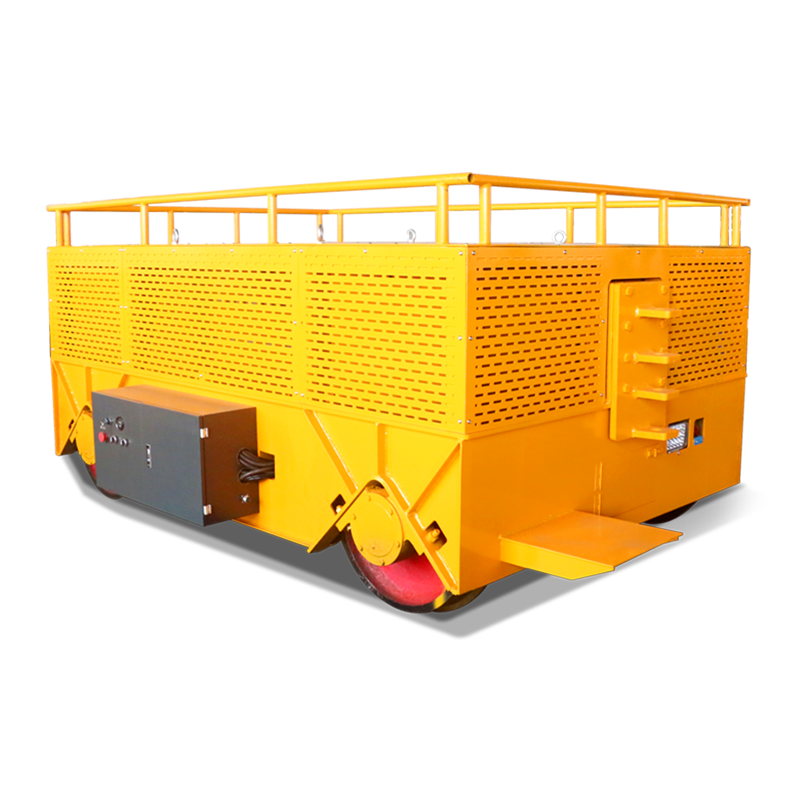
Chemical plant floors are rarely pristine. Spills, wash-downs, and uneven surfaces create slip hazards and equipment stress. Electric carts need wide-base wheels with chemical-resistant polyurethane or rubber compounds, plus sealed drive systems that won't ingest corrosive liquids.
Ground clearance matters too. Low-slung carts trap spilled chemicals underneath, accelerating corrosion. Designs with 150mm+ clearance and sloped surfaces that shed liquids perform noticeably better over time.
Key Design Features for Chemical Plant Electric Carts
Material Selection
Frame: 304 or 316 stainless steel, or carbon steel with heavy-duty epoxy coating
Platform: Chequered aluminum or stainless steel plate
Wheels: Polyurethane with stainless steel cores, rated for chemical exposure
Hardware: A4-80 stainless steel bolts and fasteners
Electrical: IP65 minimum enclosure rating, sealed connectors
Safety Systems
Emergency stop buttons at multiple positions
Explosion-proof motors and controllers (ATEX/IECEx certified)
Sealed battery boxes with ventilation and thermal protection
Non-sparking wheel materials and conductive tires for static dissipation
Audible and visual warning systems for pedestrian areas
Operational Features
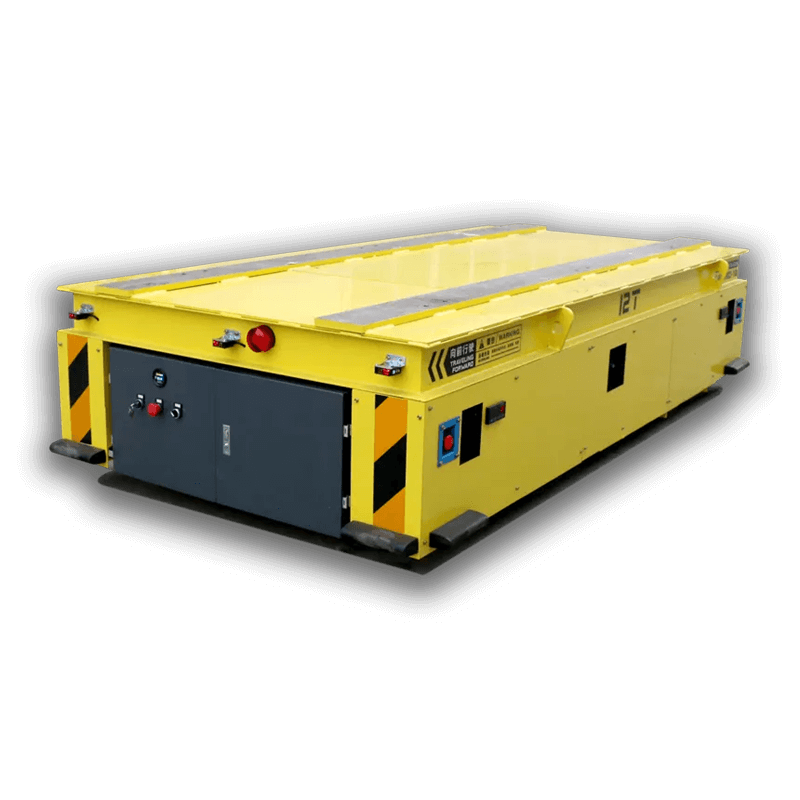
Remote control operation for hazardous area access
Variable speed control (typically 0.5–1.5 m/s)
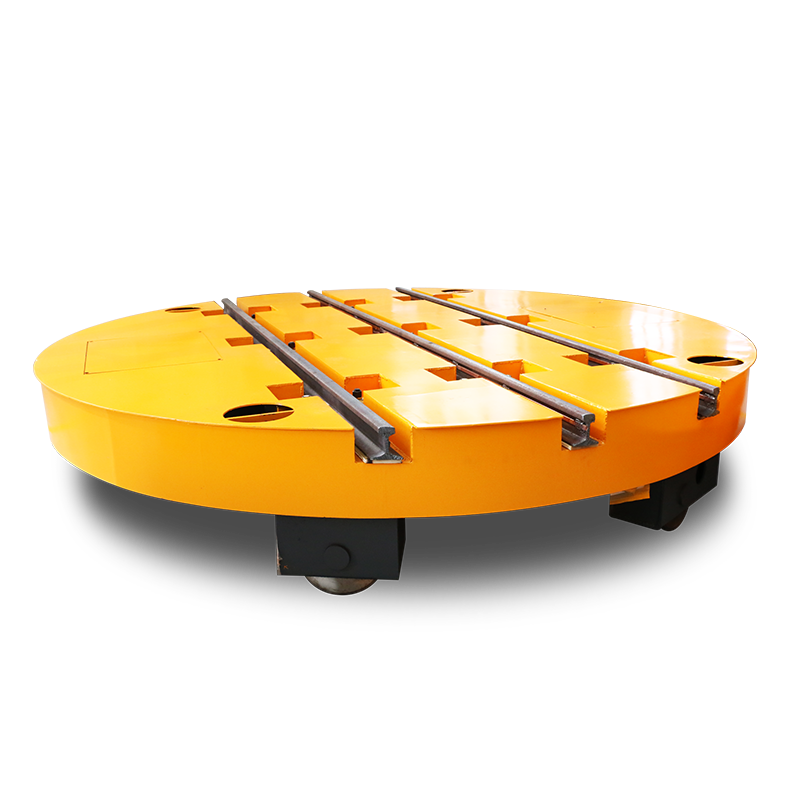
Load capacity from 500 kg to 50+ tons
Custom platform sizes and configurations
Integration with plant control systems
Implementation Considerations
Site Assessment
Before specifying any electric cart, you need a thorough site assessment. Map the hazardous zones, identify chemical exposure risks, measure travel distances and slopes, and document existing workflow patterns. Most chemical plants have unique constraints that off-the-shelf solutions won't address.
Integration with Existing Systems
Electric carts in chemical plants often need to interface with DCS or SCADA systems for coordinated movements. This isn't always straightforward — legacy systems may use proprietary protocols, and safety interlocks add complexity. Plan for custom integration work, and budget accordingly.
Maintenance Planning
Chemical environments accelerate wear on every component. Preventive maintenance schedules should be shorter than in standard industrial settings. Battery maintenance is particularly critical — sealed lead-acid or lithium iron phosphate batteries need regular inspection of terminals and electrolyte levels, even in maintenance-free designs.
Results: What Chemical Plants Actually See
The benefits aren't theoretical. Chemical plants that switch from manual or forklift-based transport to specialized electric carts typically see:
40–60% reduction in transport-related incidents
30–50% improvement in material flow efficiency
Significant labor cost savings (one operator can manage multiple carts remotely)
Reduced equipment replacement frequency (3–5x longer service life)
Improved compliance with safety and environmental regulations
One mid-sized specialty chemical plant I worked with replaced a fleet of manual pallet jacks and standard forklifts with six explosion-proof electric carts. Within 18 months, they eliminated two near-miss incidents, reduced transport labor by 35%, and passed their safety audit with zero transport-related findings for the first time in five years.
Key Takeaways
Chemical plant material handling isn't a place for generic solutions. The environment is too aggressive, the regulations too strict, and the consequences of failure too severe.
Specialized electric carts designed for chemical industry conditions deliver measurable safety and efficiency improvements. The key is matching the cart specifications to your specific hazards — corrosion resistance for acidic environments, explosion-proofing for volatile areas, and robust construction for heavy loads and rough floors.
Work with suppliers who understand chemical industry requirements and can provide certified equipment with full documentation. The upfront cost is higher, but the operational benefits and risk reduction make the investment straightforward to justify.