


 English
English 简体中文
简体中文
Introduction
Material handling in die-casting and injection molding facilities presents a unique set of operational challenges. Heavy molds—often weighing between 500 kg and 5,000 kg—must be moved repeatedly between presses, cooling stations, and maintenance areas with precision timing. Any delay in mold delivery ripples directly through production schedules, driving up cycle times and eroding throughput. Manual transport methods using bridge cranes or forklifts have long been the standard, but they introduce variability in speed, accuracy, and safety that modern high-volume operations can no longer absorb. Electric flatbed carts, increasingly integrated as autonomous guided vehicles (AGVs), are redefining how foundries and molding plants approach this core logistics problem.
The Challenge
Mold handling is not simply about moving weight—it is about moving weight on a schedule. In a typical die-casting shop, molds change over multiple times per shift as product families cycle through presses. Each changeover requires a mold to be extracted, transported to a cooling rack or inspection station, and returned to the correct press at a precise time. Forklifts and overhead cranes depend on operator availability and skill, creating bottlenecks when multiple changeovers occur simultaneously. Beyond throughput concerns, repeated manual pushing and pulling of heavy molds introduces ergonomic risk, and the lack of controlled acceleration profiles means molds are subject to shock loads that accelerate wear on guide pins, ejector systems, and parting surfaces. Plants also face pressure to reduce floor space occupied by circulation paths, which conflicts with the wide aisles needed for conventional transport equipment.
Solution: AGV-Based Electric Flatbed Carts
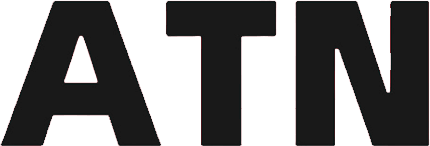
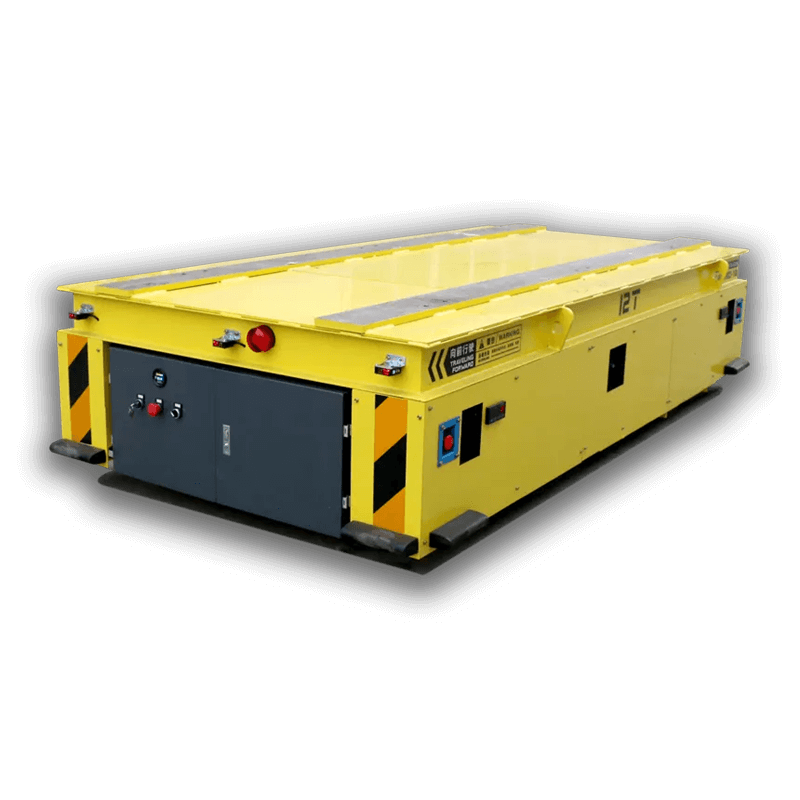
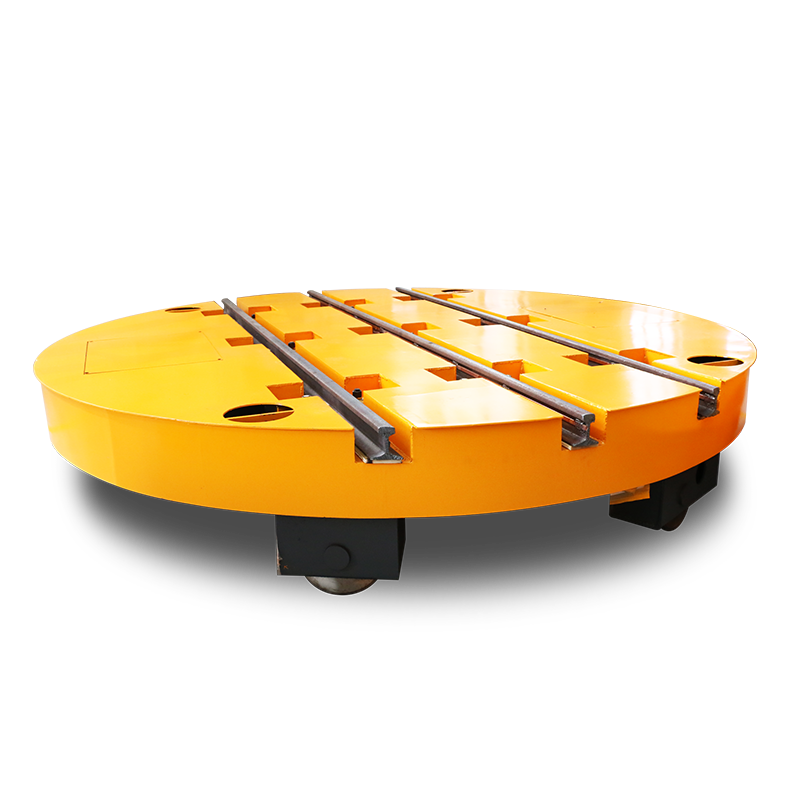
Electric flatbed carts designed for mold handling combine high-capacity payload ratings with intelligent navigation and smooth drive control. Unlike conventional wheeled trolleys, these units operate as AGVs—self-guided vehicles that follow predetermined routes, avoid obstacles, and interface with plant management systems. The core solution involves deploying one or more flatbed AGVs on a defined transport loop, with fixed pickup and drop-off points at each press station, cooling area, and maintenance bay. Each cart features a low-profile deck, reinforced load surface, and precision positioning systems (often magnetic tape, QR landmark navigation, or laser SLAM) that align the flatbed to within ±5 mm of the target station.
The key differentiator versus manual transport lies in repeatability and control. Every move follows the same speed profile: gentle acceleration at start, constant transit speed, and decelerated approach to the target. This eliminates the shock loading that damages molds over time. AGV flatbed carts also operate continuously across shifts, removing the dependency on forklift operator scheduling and enabling just-in-time mold delivery aligned with press cycle timers.
Implementation
Deployment typically follows a structured four-phase approach. First, the facility maps its mold flow: identifying all press stations, changeover frequencies, cooling rack locations, and maintenance zones. This creates a demand matrix that determines the number of AGV units and the routing logic required. Second, the AGV infrastructure is installed—navigation landmarks, charging stations, and a central fleet controller that communicates with each cart via Wi-Fi. Third, integration with the plant's MES (Manufacturing Execution System) or press PLCs establishes trigger-based dispatch: when a press signals a changeover complete, the system automatically calls the nearest available flatbed cart to collect the spent mold.
In practice, the workflow unfolds as follows: an operator confirms mold readiness on a HMI panel; the MES sends a dispatch指令 to the AGV fleet controller; an empty flatbed cart navigates to the press station, aligns precisely, and receives the mold via an automated clamping or centering mechanism; the cart then travels at controlled speed to the designated cooling rack; after cooling, a second dispatch moves the mold to the maintenance station or back to the queue. Throughout the loop, the fleet controller tracks real-time position, battery state, and task queue, dynamically rerouting if a unit requires charging or if a path is blocked.
Results
Facilities that have transitioned to AGV flatbed cart systems consistently report measurable gains across efficiency, asset protection, and labor. Mold changeover cycle times typically drop by 30–40%, as transport is no longer gated by operator availability. Because the AGV maintains a consistent speed profile with no abrupt starts or stops, mold damage rates—particularly to guide pins and parting surfaces—fall by 50–60% in many deployments. This extends mold service life, reducing the frequency of expensive EDM repairs and refurbishments. Labor productivity improves as operators shift from pushing trolleys to supervising multiple changeover sequences simultaneously, a task enabled by the AGV fleet's autonomous operation. Overall plant throughput often increases by 15–25%, with the most significant gains occurring in facilities running high-mix, high-frequency changeover schedules.
Key Takeaways
Electric flatbed carts in AGV configuration address the core tensions in mold handling: speed versus precision, availability versus labor cost, and throughput versus asset protection. The solution is most effective in mid-to-high volume die-casting and injection molding operations where changeover frequency creates recurring transport demand. Implementation does require upfront planning—facility mapping, infrastructure installation, and MES integration—but the operational baseline established by the AGV fleet delivers compounding returns over time. For plants seeking to eliminate changeover bottlenecks without expanding floor space or adding headcount, flatbed AGVs represent a targeted, scalable investment.
Conclusion
Mold handling logistics, often treated as a secondary concern, directly determines press utilization in molding and die-casting operations. Automating this transport function with electric flatbed AGV carts transforms a variable, labor-dependent process into a predictable, continuously running loop. The benefits—faster changeovers, reduced mold damage, lower labor dependency, and tighter production scheduling—extend well beyond the immediate transport task, creating a foundation for broader factory automation. For operations managers evaluating next steps in smart manufacturing, integrating flatbed AGVs into the mold flow is a high-impact, proven starting point.