


 English
English 简体中文
简体中文
The Material Transport Challenge in Heavy Machinery Manufacturing
Heavy machinery manufacturing presents some of the most demanding material transport requirements in any industry. The products are large, heavy, and often irregular in shape. The production processes involve multiple operations—machining, assembly, testing, painting, storage—that create complex material flow patterns. The facilities are typically large, with significant distances between operations. And the production volumes are often low relative to the facility size, which means that the per-unit cost of any transport solution is higher than in high-volume industries. Electric carts have become the dominant material transport solution in heavy machinery manufacturing precisely because their characteristics match these demanding requirements better than any alternative.
Why Heavy Machinery Plants Choose Electric Carts Over Alternative Equipment
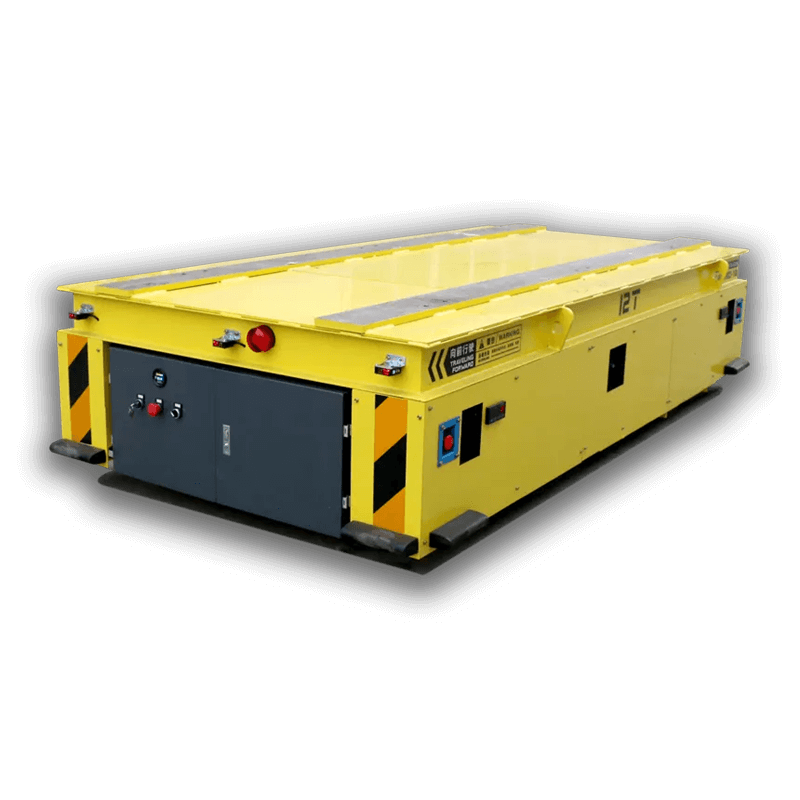
The choice of electric carts in heavy machinery manufacturing is driven by several specific advantages that matter in this industry. The first is clean operation. Heavy machinery plants that machine metal components—such as gear cutting, hydraulic system assembly, or precision machining operations—require clean working environments where metallic particle contamination from internal combustion equipment is unacceptable. Electric carts eliminate exhaust emissions and the oil and grease contamination associated with internal combustion drive systems, making them the only practical equipment choice in machining-intensive operations.
The second advantage is low-speed precision control. Heavy machinery components are often moved into position for assembly or machining using the transport equipment itself—positioning a large casting or a completed sub-assembly on a machine tool table, or moving a component through a multi-station assembly line. Electric carts with variable-speed drives provide the precise low-speed control required for this positioning work in a way that internal combustion equipment cannot match. The smooth, controllable acceleration and deceleration of electric drives prevents the jerky starts and stops that would make precision positioning impossible.
The third advantage is the ability to operate in confined spaces with controlled emissions. Heavy machinery assembly often occurs in enclosed building sections with limited ventilation. Internal combustion equipment—forklifts with propane or diesel engines—creates exhaust that accumulates in these enclosed spaces, creating health hazards and regulatory compliance issues. Electric carts operate without exhaust, making them safe for enclosed-space operation without ventilation infrastructure.
Load Capacity: Matching Cart Capability to Component Requirements
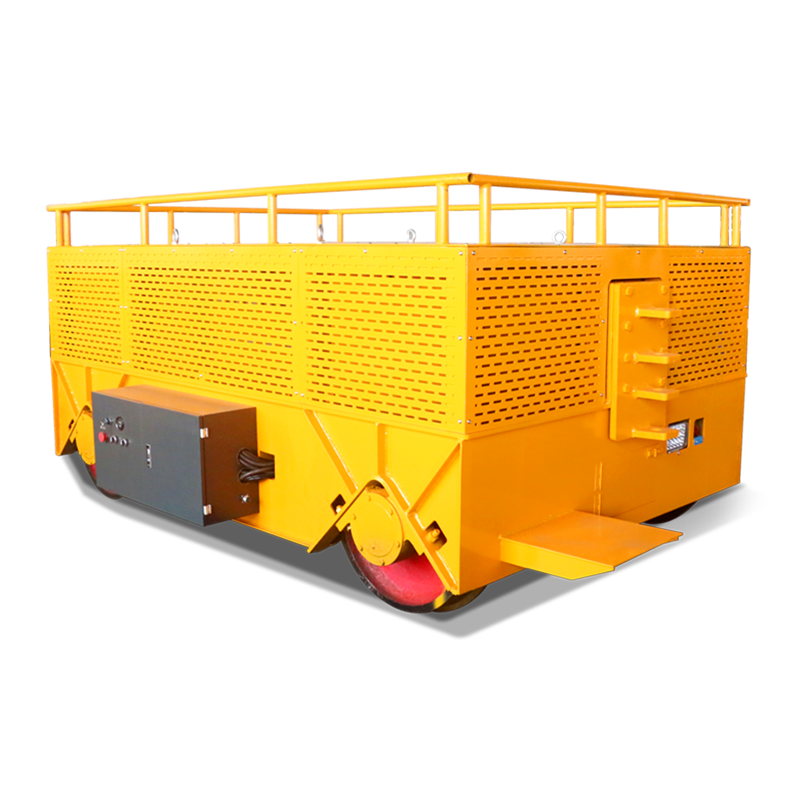
The components transported in heavy machinery plants range from small sub-assemblies weighing tens of kilograms to complete machine frames weighing tens of tons. This wide range of load weights requires careful matching of cart capacity to component requirements. A cart that is under-capacity for the heaviest loads is useless for those loads; a cart that is over-capacity for the lightest loads wastes money and floor space. The most effective heavy machinery plant material transport systems typically include a fleet of carts at multiple capacity levels, with the smaller carts handling light sub-assemblies and the larger carts handling the heavy structural components.
The weight capacity rating of an electric cart for heavy machinery applications must account for not just the static load, but the dynamic loads that occur during transport. Heavy machinery components have high mass, which means high inertia during acceleration and deceleration. A cart rated for 10 tons of static load may be inadequate for dynamic transport of a 10-ton component if the cart's drive system cannot maintain adequate acceleration control with that load. The dynamic load capacity should be verified through testing with the actual components that will be transported, not assumed from the static capacity rating alone.
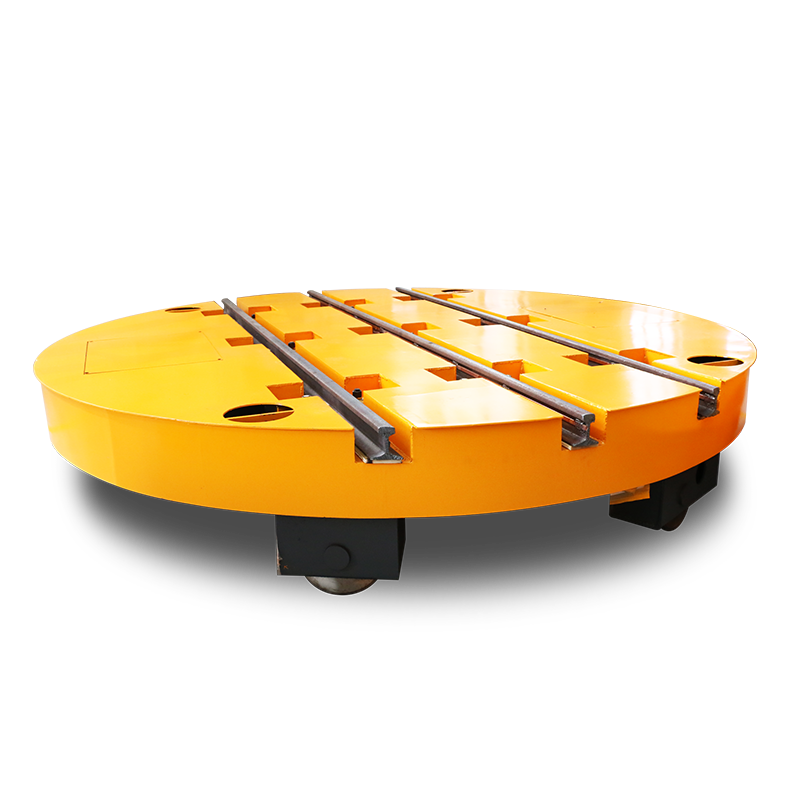
Route Design: Integrating Transport Carts Into the Production Layout
The route design for electric cart operation in heavy machinery plants must account for the large size of many components, the wide variety of component geometries, and the fixed infrastructure—columns, pits, equipment foundations, crane runways—that characterizes older heavy manufacturing facilities. Routes designed for smaller equipment or for the theoretical ideal layout may not be feasible in facilities where the infrastructure is already fixed and the transport system must adapt to it.
Effective route design for heavy machinery plants uses the cart turning radius as a primary constraint. The minimum turning radius of the largest cart in the fleet determines the minimum width of any aisle or route that must be navigated. Many older heavy machinery facilities were designed before modern electric carts existed, and their aisle widths were based on the turning capabilities of the overhead cranes that were the primary material handling method of the era. These facilities may require route modifications—wider corners, relocated equipment, one-way route configurations—to accommodate electric cart operation at the full fleet capacity.
Implementation Case Study: What the Planning Phase Reveals
Facilities that have successfully implemented electric cart material handling systems consistently report that the planning phase revealed issues that, if not identified before implementation, would have created significant operational problems. The most common planning-phase discoveries are: aisle widths that are adequate for the theoretical transport path but inadequate for actual turning requirements; floor surface conditions that require repair or reinforcement before cart operation at full capacity; electrical infrastructure limitations that require charging station capacity upgrades; and production scheduling conflicts that require dedicated transport windows to prevent cart operation from interfering with production operations.
The planning phase also typically reveals transport task variations that were not apparent in initial requirements gathering. Heavy machinery plants often have transport tasks that are highly specific to individual components: a component with an unusual geometry that requires a custom fixture on the transport cart, a component with a fragile surface that requires a specific load securing approach, or a component that must be maintained at a specific orientation during transport. These task-specific requirements are not apparent in a generic requirements analysis but are discovered through detailed task analysis of the actual production operations.
Selecting a Supplier for Heavy Machinery Plant Applications
The selection of an electric cart supplier for heavy machinery applications requires evaluating criteria beyond those relevant for lighter-duty applications. The supplier's experience with heavy capacity applications is critical: suppliers who have designed and built carts for capacities above 20 tons have engineering and manufacturing capabilities that are significantly different from suppliers whose standard products top out at 5 tons. The supplier's ability to provide custom design for non-standard requirements—the unusual load characteristics, route constraints, and environmental conditions typical of heavy machinery plants—is equally important.
Support infrastructure is another critical selection criterion. Heavy machinery plants typically cannot tolerate extended downtime from equipment failures, because the cost of production interruption is high and the logistics of rerouting heavy components to alternative transport equipment are complex. The supplier's service response capability—the distance to the nearest service engineer, the availability of spare parts, the mean time to repair for common failure modes—should be evaluated as carefully as the cart specifications themselves. A cart with excellent specifications that requires 2 weeks to repair when it fails is less valuable than a cart with adequate specifications that can be returned to service in 2 hours.