


 English
English 简体中文
简体中文
The Aerospace Industry's Unique Material Handling Demands
Aerospace manufacturing involves moving some of the largest, most expensive, and most structurally critical components in industrial production. Fuselage sections that span 30 meters, wing assemblies that weigh 15 tons, and wingbox structures that require positioning accuracy within millimeters—all must be transported between workstations, assembly jigs, and finishing operations without distortion, damage, or deviation from specified geometry. The material handling equipment that performs these tasks must meet demands that are qualitatively different from conventional factory applications.
Precision, cleanliness, traceability, and operator safety are the governing criteria for aerospace material handling—not throughput rate or equipment cost. A transfer cart for aerospace applications is selected primarily for its ability to maintain component geometry during transport, to operate in clean room or paint shop environments without contamination, and to integrate with the facility's quality management system for full traceability of handling operations.
1. Precision Positioning and Geometry Control
Aerospace components are designed to tight tolerances. A wing spar that is bent or twisted during transport—within the component's elastic deformation limits but outside its tolerance—may appear undamaged but fail in service. The transfer cart's contribution to geometry preservation is as important as its load capacity.
Suspension and Surface Control
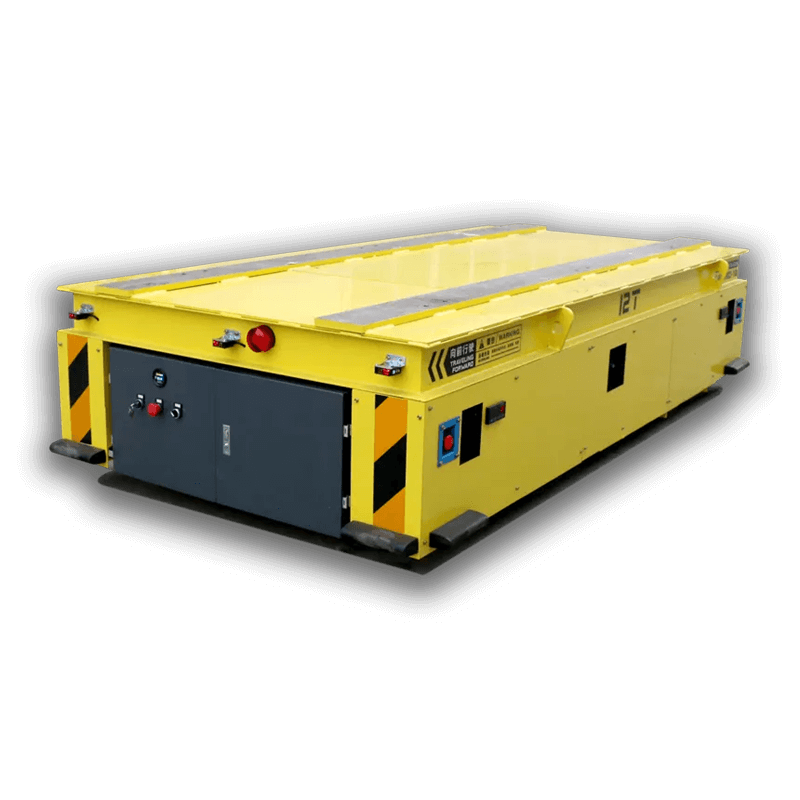
Most aerospace transfer carts use a rigid deck with no suspension—aerospace components should not bounce during transport. The deck surface must be flat and stiff enough that the component's weight does not cause the deck to deflect measurably under load. For very large components like complete fuselage sections, the cart deck may include integrated support cradles or stiffening structures that match the component's contour and distribute loads at the designated lift points.
Positioning Accuracy
Aerospace assembly requires positioning at specific locations within ±1–5mm tolerance. Transfer carts used in aerospace applications are equipped with precision ground paths, rail guidance systems, or laser positioning systems that allow the cart to stop at a designated position within the required tolerance. Standard industrial floor-navigation using wheel odometry is not adequate—wheel slip, tire deformation, and floor irregularities cause cumulative positioning errors that exceed aerospace tolerance requirements.
2. Clean Room and Environmental Compatibility
Aerospace manufacturing involves clean environments at multiple levels: paint shops where any particulate contamination in the paint layer creates an aircraft safety issue, composite layup rooms where any contamination of the prepreg material affects structural integrity, and assembly bays where FOD (Foreign Object Debris) prevention is a documented quality requirement.
Wheel and Tire Selection
For clean room applications, wheels must not generate particulate. Polyurethane tires on stainless steel wheel centers are standard—they provide smooth operation, floor protection, and minimal particle generation. For paint shop applications, the cart must be designed to prevent any rubber tire particles from entering the paint environment. This may require enclosed wheel housings, continuous vacuum collection at wheel positions, or specification of non-marking or solid polymer tires that eliminate rubber particle generation entirely.
Material Compatibility
The cart's materials must not outgas or shed particles in clean environments. This eliminates standard industrial carts with painted surfaces and exposed fasteners in the work zone. Aerospace-specification carts use: stainless steel or anodized aluminum structural components, sealed bearings that prevent lubricant migration, captive fasteners in the cart's work zone, and documented material compatibility with the aerospace manufacturer's approved cleaning and contamination control procedures.
3. Load Capacity and Weight Distribution
Aerospace components include some of the largest industrial loads in manufacturing. A complete aircraft fuselage section may weigh 40–60 tons and span 25 meters. The transfer cart must not only carry this weight—it must carry it without creating local stress concentrations that could distort the component.
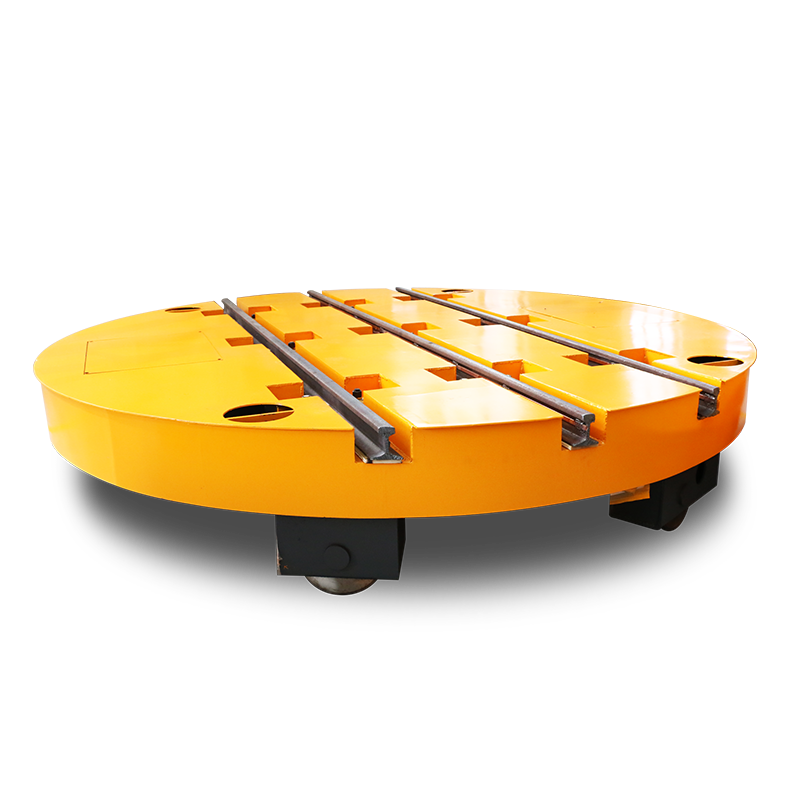
Distributed Load Support
The cart's load support points must align with the component's designed lift points. For components with multiple lift points, the cart may include a custom-designed support cradle that distributes the load at engineering-specified locations. The cart's structural design must account for the combined load of the component plus the cart's own weight plus dynamic loads from acceleration and braking. A cart that is rigid enough when empty but deflects under full load creates a geometry problem that the receiving workstation cannot correct.
Fuselage Section Transport
Full-fuselage section transport is a specialized application requiring: custom-length cart configurations that match the fuselage section's support point spacing, automatic load equalization across multiple support points (hydraulic or mechanical leveling systems that ensure equal weight distribution if the component's weight distribution is not perfectly symmetric), and speed control that prevents any dynamic load effects from acceleration or braking affecting the component's structural alignment.
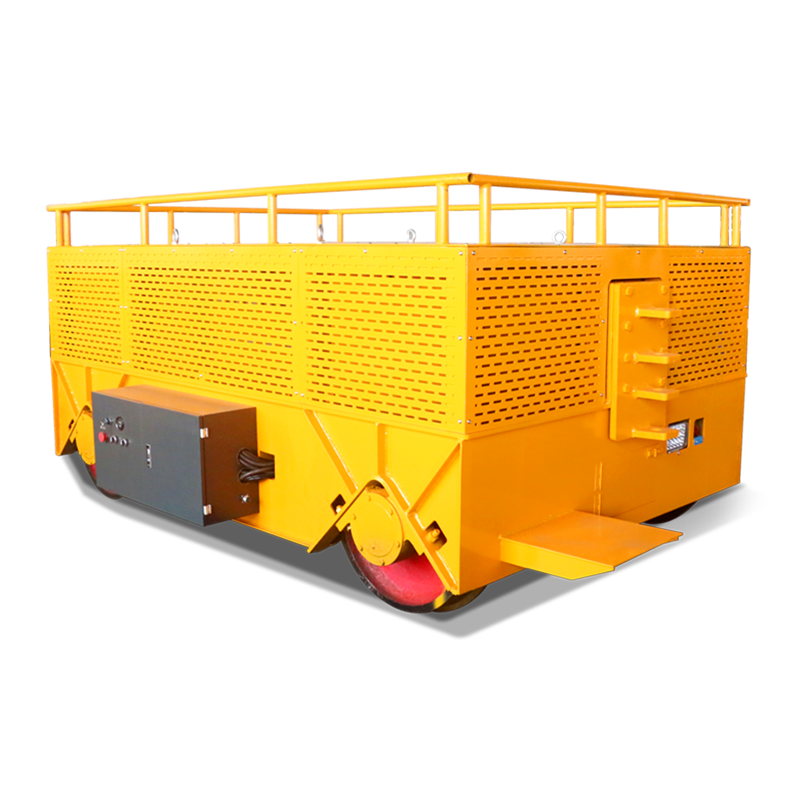
4. Tooling and Fixture Transport
Beyond the aircraft components themselves, aerospace manufacturing involves moving large, expensive, and precisely calibrated tooling and assembly fixtures. Wing assembly jigs that cost $5 million and require setup times of 3–5 days must be moved without losing their calibration. Transporting these jigs on a cart that introduces even 0.5mm of misalignment can invalidate days of setup work.
Jig and fixture transport requires: the same precision positioning capability as component transport, environmental controls to prevent thermal expansion or contraction during transport (heated or cooled carts for dimensional-critical tooling), and securing fixtures to the cart deck with locks that prevent any movement during transport but allow quick release for setup.
5. Integration with Quality Management Systems
Aerospace manufacturing operates under strict quality management frameworks—AS9100, NADCAP, and customer-specific quality requirements that mandate traceability of every manufacturing process, including material handling. The transfer cart must support this traceability.
Traceability Requirements
Each handling operation should be logged: component identification, cart identification, date and time, operator identification, origin and destination locations, and any deviations or incidents during transport. Some aerospace specifications require photographic documentation of the component on the cart at loading and unloading points. The cart's control system should integrate with the facility's MES or QMS to generate these records automatically rather than relying on manual documentation.
6. Safety Considerations for High-Value Loads
The consequence of a safety incident involving a $20 million aircraft component is qualitatively different from a similar incident involving industrial machinery. Aerospace transfer operations use: redundant braking systems (primary brake plus spring-applied fail-safe brake plus wheel chocks for stationary positioning), load-securing devices that are positively locked and cannot release accidentally, exclusion zones around the transport path during movement of high-value components, and multi-point operator verification before and during transport that confirms the load is secure.
7. Cost Realities and Supplier Qualification
Aerospace-specification transfer carts cost significantly more than standard industrial carts—typically 3–10× the price of a comparable-capacity industrial cart. This premium reflects the precision engineering, specialized materials, and documentation requirements for aerospace applications. The aerospace cart supplier must demonstrate: experience with aerospace or similar precision manufacturing applications, documented quality management system (AS9100 certification is common), and traceability capability for both the cart and its components. The total cost of ownership analysis for aerospace carts should include not just purchase price and maintenance, but the avoided cost of a damaged or out-of-tolerance component—which can far exceed the cart's entire purchase price.